
電解拋光原理及工藝是什么樣的呢不銹鋼電解拋光原理被大家公認(rèn)的主要為黏膜理論。該理論主要為:工件上脫離的金屬離子與拋光液中的磷酸形成一層磷酸鹽膜吸附在工件表面,這種黏膜在凸起處較薄, 凹處較厚,因凸起處電流密度高而溶解快,隨黏膜流動(dòng),凹凸不斷變化,粗糙表面逐漸被整平的過(guò)程。電解拋光工藝:除油--水洗--除銹--水洗--電解拋光--水洗--中和--水洗--鈍化--包裝,化學(xué)拋光:化學(xué)拋光針對(duì)于拋光要求度不高的場(chǎng)合,需要加熱使用,現(xiàn)在目前技術(shù)來(lái)說(shuō),如果是能夠采用以上三種拋光不要采用化學(xué)拋光的方式,因?yàn)榛瘜W(xué)拋光效果差,綜合成本較高。

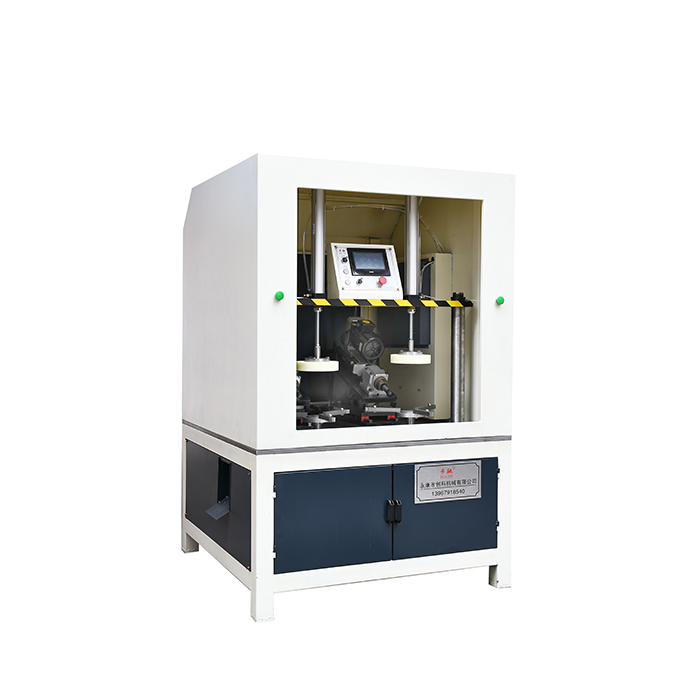
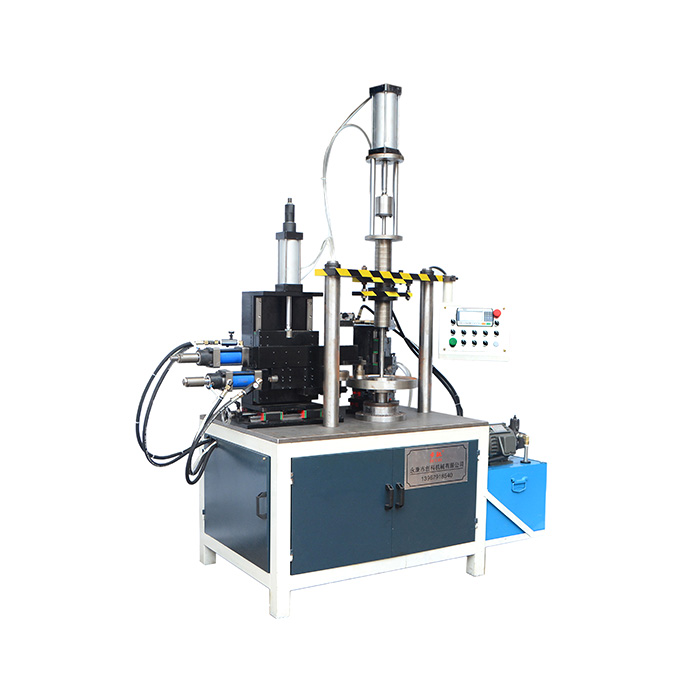
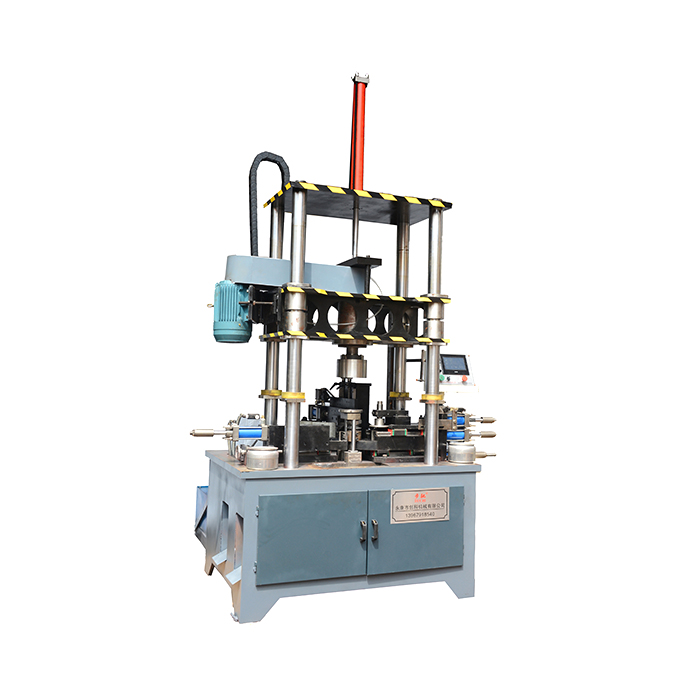
拋光砂光機(jī),實(shí)現(xiàn)全自動(dòng)表面拋光處理,適合小工件,金屬工件全自動(dòng)拋光表面光澤度和去除毛刺。此類設(shè)備操作相對(duì)簡(jiǎn)單,對(duì)操作者技能要求低,可提高生產(chǎn)效率、降低勞動(dòng)強(qiáng)度,節(jié)約生產(chǎn)成本,提高產(chǎn)品質(zhì)量,減少產(chǎn)品質(zhì)量差異。其由拋光頭和工作臺(tái)組成。 適用于五金行業(yè), 衛(wèi)浴行業(yè),電子3C行業(yè),汽車行業(yè),廚房用品行業(yè)和鎖具行業(yè)。